Ограждение H-стойка
Классификация: Ограждение H Столб
Торговое название: ФОРСТ
Краткое введение:
Технические характеристики стальной балки ограждения H:
Нормальные размеры 1830*150*100*4-6 ммТолщина: 4-6 мм
Различные размеры могут быть настроены
Сырье Q235B/Q355B
Столб двутавровой балки имеет следующие преимущества:
1. Высокая прочность. Н-образная стойка имеет разумную форму сечения, способна выдерживать сложные механические нагрузки и обладает высокой прочностью.
2. Хорошая стабильность: верхний и нижний прижимные стержни фланца, а также канавка среднего поясного стержня стальной колонны двутаврового сечения могут повысить стабильность конструкции и повысить устойчивость к изгибу, кручению и экструзии.
3. Сильная защита от коррозии: после горячего цинкования стойка двутавровой балки обладает хорошими антикоррозийными и антиокислительными свойствами, что обеспечивает длительный срок службы стальной конструкции.
4. Удобная конструкция: стойка двутавровой балки имеет правильную форму сечения, ее легко резать, сверлить и сваривать, что удобно при строительстве на месте.
5. Красивый внешний вид: форма колонны двутавровой балки красивая и просторная, соответствует эстетическим требованиям современной архитектуры.
Короче говоря, как опорный материал для ограждений и других строительных конструкций, стальная колонна с двутавровой балкой обладает такими преимуществами, как высокая прочность, сильная защита от коррозии, хорошая стабильность, удобная конструкция и так далее.
Краткие сведения о ASTM стальная стойка H
Место происхождения |
Шаньдун, Китай |
Имя бренда: |
Форст |
Наименование товара |
H Пост |
Материал |
S235JR S355JR |
Сертификат |
ИСО9001, ААШТО М180 |
Спецификация |
150*100*4,3*5,5*1830 (мм) 100*50*25*5*1500(мм) |
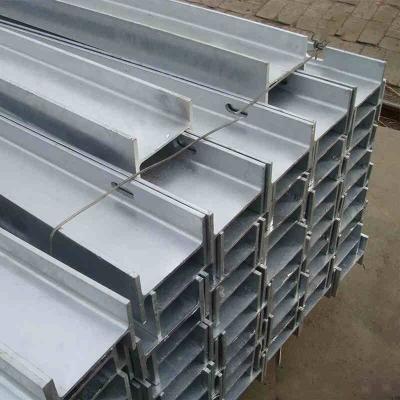
Общая длина стальной стойки ASTM H составляет 1830 мм, 1500 мм и 1750 мм. Отверстия просверлены с обеих сторон стойки H.
ASTM стальная стойка H картина
 .
. 
Спецификация из ASTM Сталь H Сообщение:
Упаковано и отправлено из ASTM стальная стойка H
Стойка H представляет собой широко используемую горячекатаную конструкционную сталь, и процесс ее производства в основном включает в себя следующие этапы:
1. Подготовка сырья: в соответствии с проектными требованиями и производственным планом выберите подходящее стальное сырье и проведите испытания физических и химических свойств и контроль качества.
2. Процесс горячей прокатки: выбранная заготовка нагревается в печи предварительного нагрева, а прокатка осуществляется на ряде станов непрерывной прокатки. Эти станы обычно включают в себя черновые и чистовые станы, которые постепенно обрабатывают поперечное сечение, размеры и свойства заготовки до требуемых спецификаций и стандартов путем многократной прокатки и регулировки.
3. Охлаждение и правка: горячекатаная стойка H быстро охлаждается с помощью охлаждающего оборудования для фиксации ее структуры и производительности. Затем охлажденную сталь марки H протягивают через правильную машину, образуя прямую линию заданной длины.
4. Резка и отделка: в зависимости от необходимости растянутая стойка H обрезается до необходимой длины. Затем поверхность стали H обрабатывается шлифовальным станком, щеткой и другими процессами для улучшения качества поверхности и внешнего вида.
5. Тестирование и контроль качества. Качество изготовленной стойки H проверяется, включая внешний вид, размер, химический состав и механические свойства, чтобы убедиться, что она соответствует проектным требованиям и стандартам.
6. Упаковка и доставка. После прохождения испытаний стойка H упаковывается во избежание повреждений и загрязнения. Затем упакованная сталь марки H отгружается и транспортируется в соответствии с заказом или требованиями.
Следует отметить, что конкретный процесс постпроизводства H может различаться в зависимости от производителя и производственного процесса. При изготовлении H-стали ее следует эксплуатировать в соответствии с соответствующими стандартами и спецификациями, а также следует принимать соответствующие меры контроля качества и испытаний для обеспечения качества и производительности конечного продукта.