Дорожный охранник
Во время нормальной эксплуатации шоссе балку ограждения можно легко вставить в заранее установленное отверстие для заглушки на проеме, используя заглушку, которая играет роль изоляции и защиты. В то же время он перекликается с полосой ограждения на внешней стороне шоссе, аккуратной, однородной и красивой. Когда автомобиль сталкивается с ним, поскольку ограждение из гофрированной стали обладает хорошей ударопрочностью и поглощением энергии, его нелегко разбить, но он также играет хорошую роль в защите транспортного средства, водителя и пассажира.
Процесс цинкования ограждения обычно включает в себя следующие этапы:
1. Обработка поверхности: Прежде всего, необходимо обработать поверхность ограждения, например, удалить масло, ржавчину, грязь и т. д. Этого можно добиться за счет химической очистки, пескоструйной обработки, удаления ржавчины и других методов, обеспечивающих адгезию и однородность покрытия.
2. Травление: ограждение погружается в кислотную ванну и после периода травления для удаления более глубоких оксидов и примесей, обеспечивая при этом чистую поверхность для последующего цинкования.
3. Предварительная обработка: опустите ограждение в устройство предварительной обработки для активации поверхности. Это можно сделать путем замачивания в активаторе или использования методов электролитической активации для улучшения способности сцепления оцинкованного слоя с подложкой.


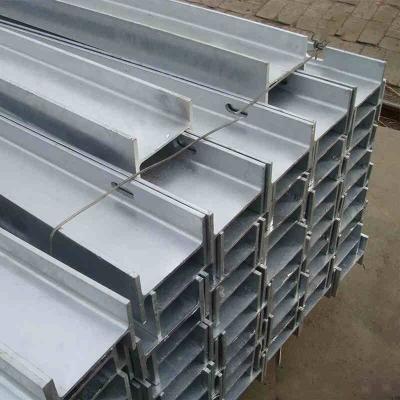
Спецификация Ограждение луч
Нормальные размеры |
Длина (мм): 2000/2320/3200/3810/4000/4320 Вт: 306/310/312/380 Высота (мм): 80/82/83/85 Толщина (мм) :2,5/2,75/3,0/4,0 Доступны в разных размерах. |
Материал |
С235ДЖР,С345ДЖР |
Профиль |
W-луч, трехлучевой луч |
Обработка поверхности |
Покрытие горячим цинкованием или пластиковым напылением. |
Применимые стандарты |
JT/T2811995 (балки из гофрированной листовой стали для ограждений скоростных автомагистралей - Китай), AASHTO M180 (балки из гофрированной листовой стали для ограждений шоссе - США), RAL RG620 (немецкий) или любые другие международные стандарты. |
Базовая сталь |
Марка S235JR (согласно DIN EN 10025 и группе D согласно ASTM A283M) или S355JR (ASTM A529M 1994) |
Толщина слоя цинка |
550 г/м2 (40 мкм) или 1100 г/м2 (80 мкм) или 1200 г/м2 (85 мкм) или по вашему запросу |
Технологическая схема производства Ограждение луч

4. Горячее цинкование: опустите предварительно обработанное ограждение в резервуар для цинкования, и жидкость цинка в резервуаре нагреется до точки плавления. Ограждение на некоторое время пропитывается цинковой жидкостью, и после того, как цинковая жидкость вступит в реакцию с подложкой, на поверхности ограждения образуется слой покрытия из сплава цинка и железа для защиты ограждения от коррозии.
5. Последующая обработка: после завершения оцинковки ограждение необходимо подвергнуть последующей обработке, например, охлаждению, очистке, нанесению антикоррозионного покрытия и т. д. Это помогает дополнительно улучшить коррозионную стойкость и качество внешнего вида ограждения.
Обратите внимание, что конкретный процесс цинкования ограждений может варьироваться в зависимости от производителя и конкретных требований. При выполнении процесса цинкования убедитесь, что соблюдаются соответствующие стандарты и методы работы, чтобы получить высококачественный слой цинкования ограждения.
Монтаж Рендеринг Ограждение луч
Холодное цинкование: металлическая поверхность высокоскоростного ограждения сначала очищается и травится, а затем на поверхность высокоскоростного ограждения наносится слой покрытия из цинкового сплава путем распыления, нанесения кистью и другими методами. Этот метод прост в эксплуатации, не требует высокотемпературной среды и экологически безопасен. Но толщина покрытия небольшая, долговечность не такая хорошая, как у горячего цинкования.
Упаковка и доставка Ограждение луч